中華旋盤精度…測定と調整。

こないだ買った中華旋盤。
とりあえず刃物台周りのジブ調整
ジブ調整をするとテーブルが浮き上がってしまう事が発覚。
前後フルストロークで0.2mmズレていた。

調整を締め付けるとジブ底に当たってテーブルを上に押し上げちゃってたのでジブをベルトサンダーで少し薄く修正。
ジブの角が蟻溝の奥に届いちゃってたのでジブの角を落として面で保持するように修正。
調整ボルトも先端が平だったので削って尖らせて点で保持するように変更。
これでテーブルが持ち上がってしまう症状は改善。
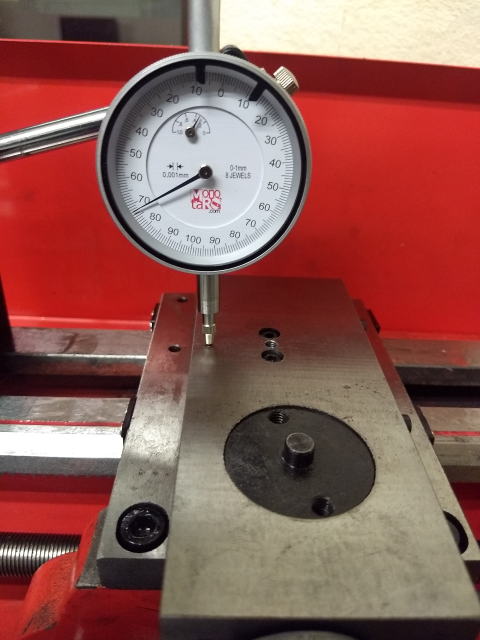
前後フルストロークさせると一番針が振れる部分で0.008mm。
コレなら十分過ぎるクオリティーなんじゃないかな?

横送りを確認。
フルストロークで0.28mmのずれ…
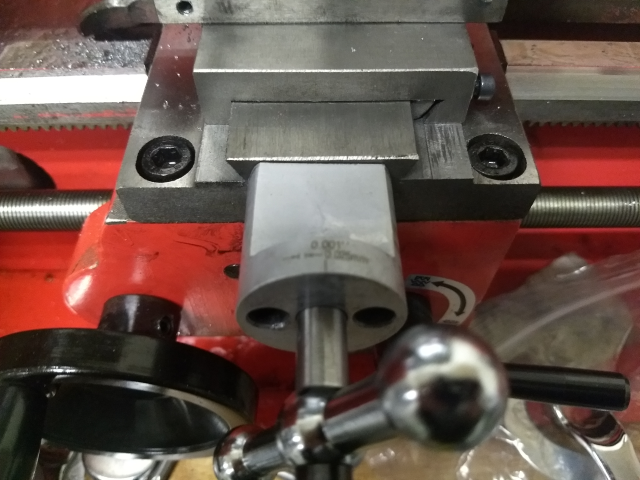
蟻溝の方を測りたいけど測るのに丁度いい丸棒がない…
と周りを見渡すとWeraのヘックスレンチがあったので測ってみると…
何箇所測っても誤差0.01mm以内(半メモリ以内だったから0.005mm)で無駄に高精度だったのでヘックスレンチを挟んで測定。

4箇所測ってみるとほぼ均等に寸法がズレてる。
0.30mmくらい傾いて溝が切られちゃってるらしい。
この測定方法だとちゃんと主軸と直角にクロスしてるのかどうかの判断にならないな…
何か突っ切って見て切ったものの角度で横送りの誤差見るしかないのかな?
主軸とのクロスの角度測定方法はまた考えてみる事にする…
縦送りも測定してみたけど…
やっぱり傾いて加工されちゃっていてコッチは目視でわかる…
0.7mmの傾き。
スライド方向は調整出来るから問題ないけど…
調整時の基準に使える面を探し出さないといけないw
その前に立て送りもジブ調整関連に問題山積みだからいろいろ小細工が必要になる予定。
とりあえず面の加工がズレまくってるので測定時の基準には出来ないって事で覚えておこう。
あと、横送りにすごいガタが!
ハンドルのバックラッシュ調整がない上に加工がスカスカで0.3mmくらい動いてしまうのでソコを治す。

軸側の突起の厚さが2.08mm

受け側の穴の深さが2.42mm
ってことで受けを0.3ちょっと削ってガタを減らします。

初加工は旋盤自体のパーツと言うことに!
削っては測ってを繰り返していい感じに。
最終的にちょっと削りすぎて渋くなったのでコンパウンドを塗った状態で組み付けて数回往復させたらいい感じになったのでコンパウンドを洗い流して完成!
横送りがスムーズに送れるようになったので今度は縦送りの精度出しと横送りの精度確認をしておきたいな…
横送りは調整出来ないけど…どの程度のズレが発生しているかを知れば対策は練れるしね!
あと、ちょこっと日常。

店の方がALIPAYとBitcoinでの決済に対応しました!
電子マネーとかも一通り使えるようにしてるから…自分で何が使えるのかよくわかっていなかったり^^;
こういう決済サービスって月額維持費がかからない物が多いから出来るだけ早い段階で登録しておくとお得な場合が多いのよw
決済手数料が値上がりしたりした場合も既に契約していれば手数料が据え置きになる事が多い。
実際、クレジットカードは既に他よりも安い手数料で決済できるブランドがあったりしてほんと助かる!